钢筋取材必须坚持优选原则,严保钢筋质量和性能,尽量选择高质量、高性能的钢筋材料,并做好钢筋材料的测验,测验未合格的钢筋材料不予进场使用;其次是钢筋成型,钢筋成型要确保下料、制作两道工序的质量,控制好钢筋的下料和制作工艺,使钢筋顺利成型; 是钢筋布置,也就是钢筋现场安装与施工,布置时要坚持合理、适用原则,选择科学有效的布置方法,全面确保钢筋的安装、布置合理性。在此本文着重介绍钢筋制作中电渣压力焊接头的质量控制方法没详细如下:焊接头焊接时,如果钢筋端部截面存在不平整问题,钢筋就很可能出现不顺直问题,还有可能出现焊包不均匀这一质量缺陷,影响钢筋焊接质量,降低被焊接钢筋的强度,从而降低了钢筋受力。如果想要这一问题,在焊接钢筋时就必须先保证钢筋端部截面的平整度,要先削平钢筋端部,使钢筋端部截面垂直于钢筋纵向轴线,随后做好端部截面的清理,确保截面的平整与干净。
工
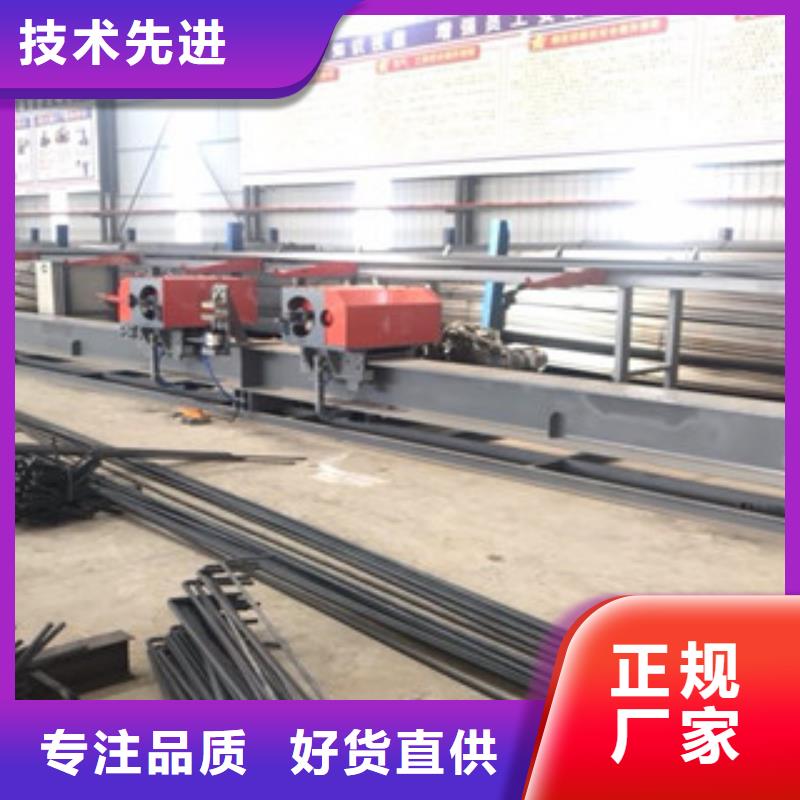
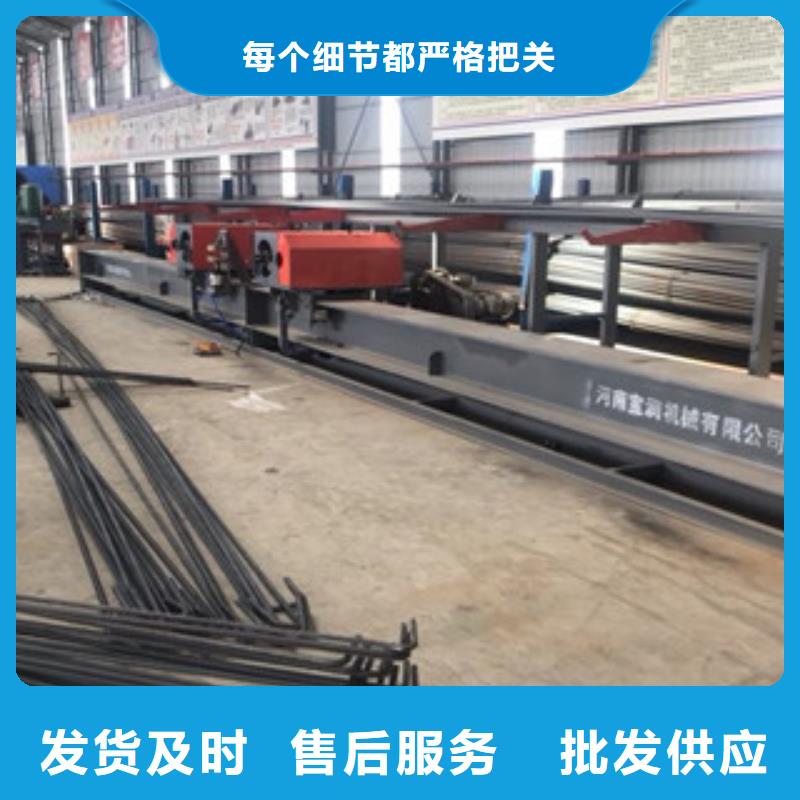
调直直?。纬丝放入储料槽中,在数控电脑上输入尺寸。上还可以出现纬与纬之间不同尺寸的孔。径丝孔距可调,纬丝的孔距输入电脑就能达到您所得到的孔距。经丝与纬丝均由校直机预先调直切断。设备售后:整机质保期为12个月,设备程序部分终身,保修不包括易损零件(焊接电极及接头等)和人为损坏。GH-1200焊网机名称:钢笆片、焊机操控系统:控制面板(数控)动力系统:电动机产品简介:该机采用同步控制技术,分控焊接与焊接时间均由PLC数字编程系统控制,输入面板为触摸屏,操作更加智能化、合理化,并且具有一次压紧,分次焊接的特点,该机焊接动力为步进电机电机,焊接速度更加快速。焊接压力由弹簧提供,方便快速,压力更加均匀。
纬丝预先按照规定的尺寸调直切断好,可直接放入漏斗中,以步进电机自动落丝。落料机构按程序要求每动作一次,将一条纬线落入焊级上。径丝以盘丝入料和调直后入料两种,盘丝入料,调直后入料,径丝按照规定尺寸预先调直切断好,由人工摆放在固置(有一根木条模具)。焊接丝径3-8mm经丝形式截断丝和盘圆两种纬丝间距≥80mm宽≥800mm额定电压380v焊接幅宽1000mm额定功率可选焊接速度50-85times/min外形尺寸1.5m-1.2m-15m焊点数量可选机器重量3.5T设备:两台调直切断机,调直直径3.0mm~6.0mm机外接电源条。纬丝放入储料槽中,在数控电脑上输入尺寸。上还可以出现纬与纬之间不同尺寸的孔。
【看累了,开心一刻】
老歌新唱之窗外(小偷版)
老歌新唱之窗外(小偷版)
李琛
深夜我又来到一家窗外
屋里的金钱让我心潮澎拜
悄悄的干小偷这么多年
偷一次不会再来
多少回我站在别家窗外
也曾想收手不再出来
想一想主人富有
我的贫穷
一次次把门撬开
再见了现在的自由自在
作案之后警察抓我进来
假如我有一天越狱逃离
肯定会越变越坏
……
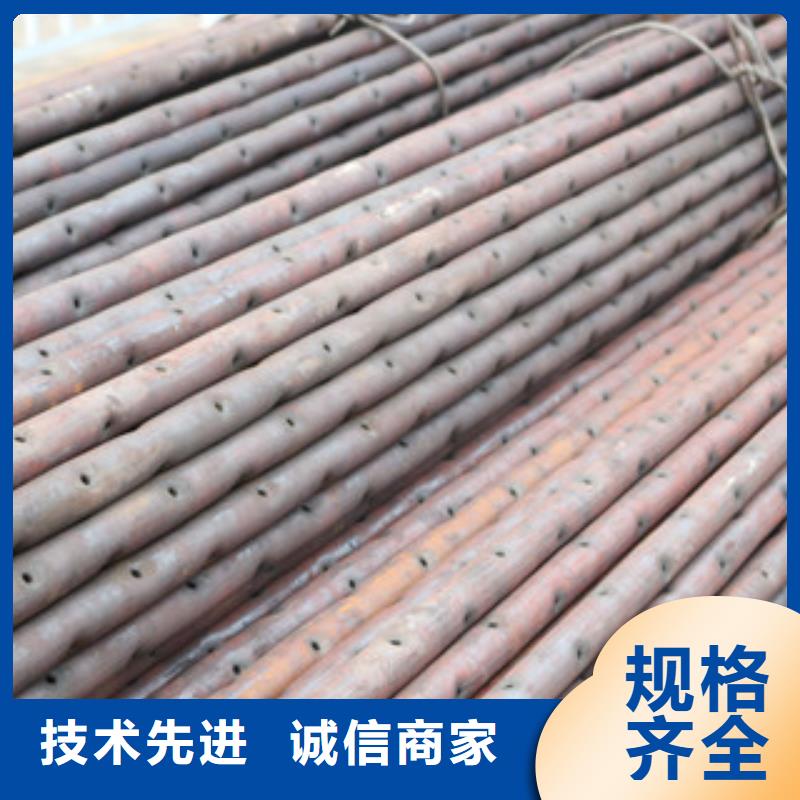
超前小导管预注浆施工工艺
小导管制作:小导管采用φ42mm的钢管制成,沿管体每20cm钻φ8mm孔,四周梅花状布设出浆孔,前端封闭并制成尖状,以便顺利插入已钻好的导管孔内,当围岩松软时,用锤击直接打入。
小导管安设:用YT-28风钻开孔,开孔直径为50mm,并用吹管将砂石吹出。用带冲击的YT-28风钻将小导管顶入孔中,或直接用锤击插入钢管。用塑胶泥封堵导管孔口周围及工作面上的裂缝。
注浆:注浆口 压力严格控制在0.5Mpa以内,以防压裂工作面。控制进浆速度,一般每根导管双液总进量控制在30L/min以内。每根导管内注浆量由计算确定,若压力上升,流量减少,虽然注浆量未达到计算值,但孔口压力已达到0.5Mpa,结束注浆
近年来,新奥法在我国铁路、公路、水下隧道及软弱地质层中的城市地下工程中也获得了比较广泛的应用。
并应检查各部件是否灵活,有无损伤和漏油现象。在有载荷时切忌将快速接头卸下,以免发生及损坏部件。液压千斤顶在使用前应放置平整,不能倾斜,底部要垫平,严防地基偏沉或载荷偏移而使液压千斤顶倾斜或翻倒。可在液压千斤顶底部垫坚韧的枕术或钢板来扩大承压面积,以免陷落或滑动而发生。切勿用沾有油污的木板或钢板作为衬垫,防止受力时打滑,发生。重物被顶升处必须是、的部位,以防损坏设备。使用液压千斤顶时,应先将重物先试顶起一部分,仔细检查液压千斤顶无异常后,再继续顶升重物。若发现垫板受压后不平整、不牢固或液压千斤顶有倾斜及漏油现象时,必须将液压千斤顶卸压回程,及时处理好后方再次操作。在顶升过程中,应随重物的不断上升及时在重物下方铺垫枕木架。